Une eau potable ne garantit pas une eau adaptée au fromage
Nombreux sont les fromagers ayant déjà vécu cette situation : les pratiques n’ont pas changé, le lait est stable, les ferments sont les mêmes et malgré tout, les fromages réagissent différemment.
Ils remarquent une acidification moins régulière, des croûtes plus fragiles, un affinage plus délicat à maîtriser. Ces dérèglements sont souvent attribués à des causes multiples, parfois difficiles à identifier. L’eau, elle, est rarement mise en cause. Et pourtant, plusieurs litres d’eau sont utilisés pour chaque litre de lait transformé.
Cette eau sert essentiellement aux opérations de nettoyage, de désinfection et de rinçage des équipements, des surfaces et des réseaux. Autrement dit, elle est en contact permanent avec l’environnement de fabrication. Elle circule sur les cuves, les tuyaux, les moules, les sols, les caves. Et tout micro-organisme présent dans cette eau peut, à terme, contaminer les surfaces puis les produits.
Pseudomonas : des conséquences bien réelles pour les fromageries
La réglementation impose l’utilisation d’une eau potable. Mais la potabilité ne garantit pas une eau adaptée aux exigences spécifiques de la transformation fromagère. Quelle que soit son origine (réseau public, forage, source), l’eau peut contenir des flores d’altération, sans danger pour la santé humaine, mais problématiques pour les produits.
Parmi ces flores, Pseudomonas est l’une des plus fréquemment rencontrées. Elle n’est pas surveillée spécifiquement dans l’eau potable, car elle ne présente pas de risque sanitaire direct. Mais dans un atelier, elle trouve des conditions idéales pour se développer : humidité, réseaux, zones difficiles à nettoyer. Avec le temps, elle s’installe, forme des biofilms et interfère avec l’équilibre microbien recherché.
Elle agit de manière discrète, mais suffisante pour :
- perturber l’activité des ferments,
- rendre l’acidification moins lisible,
- fragiliser les croûtes,
- compliquer l’affinage.
Ce sont souvent ces petites perturbations, répétées dans le temps, qui finissent par peser sur la régularité de la production.

La qualité de l’eau : un enjeu central de la démarche qualité des fromageries

Aujourd’hui, la maîtrise de l’eau ne peut plus être considérée comme un simple sujet technique.
Elle constitue un enjeu majeur pour la qualité sanitaire et organoleptique des fromages, et un pilier à part entière de la démarche qualité des fromageries.
Une eau mal adaptée peut fragiliser :
- la stabilité des fermentations,
- la constance des résultats,
- la lecture des défauts,
- la sérénité du travail en atelier.
À l’inverse, une eau maîtrisée permet de sécuriser l’environnement de fabrication, sans perturber les équilibres microbiens recherchés.
Comment fonctionne un système de filtration Biolisme en fromagerie ?
Lorsqu’on parle de traitement de l’eau en fromagerie, il ne s’agit pas simplement de “filtrer” au sens classique du terme. Un système Biolisme est pensé comme un outil de maîtrise globale de l’eau, adapté aux réalités des ateliers de transformation.
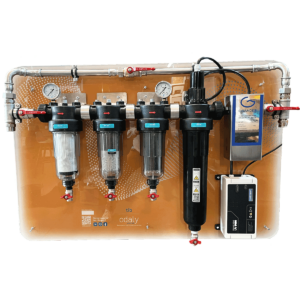
1. Filtration et purification naturelle de l’eau
L’eau est d’abord filtrée à l’aide de matériel CINTROPUR, spécialiste de la filtration depuis 1972.
Cette première étape permet de travailler sur une eau propre, stable et débarrassée de ce qui peut perturber l’atelier.
- Céramique EM : elle dynamise et purifie l’eau en profondeur. L’eau devient plus fluide, plus agréable, avec une structure plus cohérente.
- Zéolite : roche minérale naturelle capable de capter les métaux lourds (mercure, plomb, arsenic) et de réduire significativement la radioactivité présente dans l’eau.
- Charbon actif de coco : il élimine le chlore, les micropolluants et les odeurs indésirables.
- Chaussette de microfiltration : grâce à un effet centrifuge, elle retient les particules les plus fines et assure une eau parfaitement clarifiée.
2. Stérilisation UV : neutraliser les bactéries indésirables
L’eau passe ensuite dans un stérilisateur UV.
Les UV permettent de neutraliser germes et bactéries, dont Pseudomonas, sans ajout de produit chimique. Il n’y a ni résidu, ni interaction avec le lait ou les ferments. C’est une action immédiate, ciblée, qui sécurise l’eau utilisée dans l’environnement de fabrication.
3. Adoucissement naturel et dynamisation GRANDER
Enfin, l’eau est traitée à l’aide de matériel GRANDER :
- Adoucissement magnétique naturel : le calcium et le magnésium sont transformés en microcristaux. Les minéraux sont conservés, mais l’eau devient moins agressive pour les réseaux et les équipements.
- Effet vortex : l’eau retrouve un mouvement proche de celui d’une rivière, ce qui améliore sa cohérence naturelle.
- Vivificateur GRANDER : il stabilise et optimise les propriétés de l’eau dans le temps, en limitant l’oxydation et la formation de biofilms.
Cette étape est essentielle pour éviter les recontaminations chroniques dans les réseaux.

Une eau à la hauteur des exigences fromagères
La fromagerie repose sur des équilibres subtils. Le lait, les ferments, le temps et le savoir-faire doivent dialoguer sans perturbation extérieure. Dans cet ensemble, l’eau ne doit pas être un facteur de stress, mais un support fiable et cohérent du processus de fabrication. Limiter Pseudomonas ne consiste pas à “désinfecter plus fort”, mais à créer un environnement stable, compatible avec le travail du vivant.
Maîtriser la qualité de l’eau, c’est :
- sécuriser les fermentations,
- réduire les défauts inexpliqués,
- gagner en régularité,
- renforcer la démarche qualité globale de la fromagerie.
Parce qu’au final, la qualité du fromage dépend aussi de tout ce qui ne se voit pas. Et l’eau en fait pleinement partie. Avec une filtration adaptée, l’eau devient une ressource fiable, économique et durable, au service du fromager.

Avec Biolisme, maîtrisez la filtration de l’eau pour votre fromagerie. Une question ? Notre équipe est là pour vous accompagner !